
CNC Полностью Автоматическая Гидравлическая Машина Для Прокатки Конусов
CNC Полностью Автоматическая Гидравлическая Машина Для Прокатки Конусов

CNC Полностью Автоматическая Гидравлическая Машина Для Прокатки Конусов
1) Используется для прокатки концов пружины. Верхние и нижние валки могут работать синхронно, а правочная часть может работать автоматически.
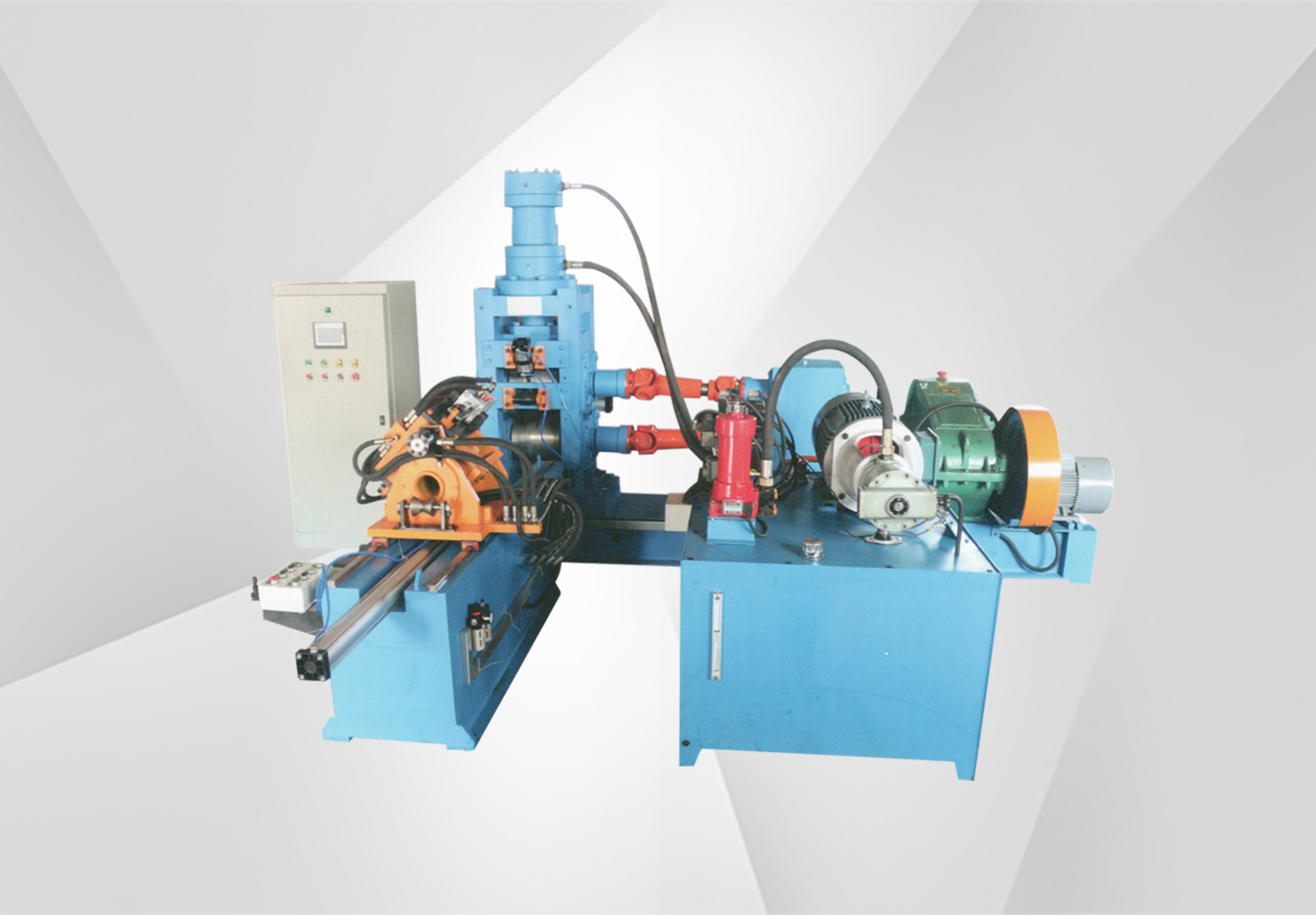
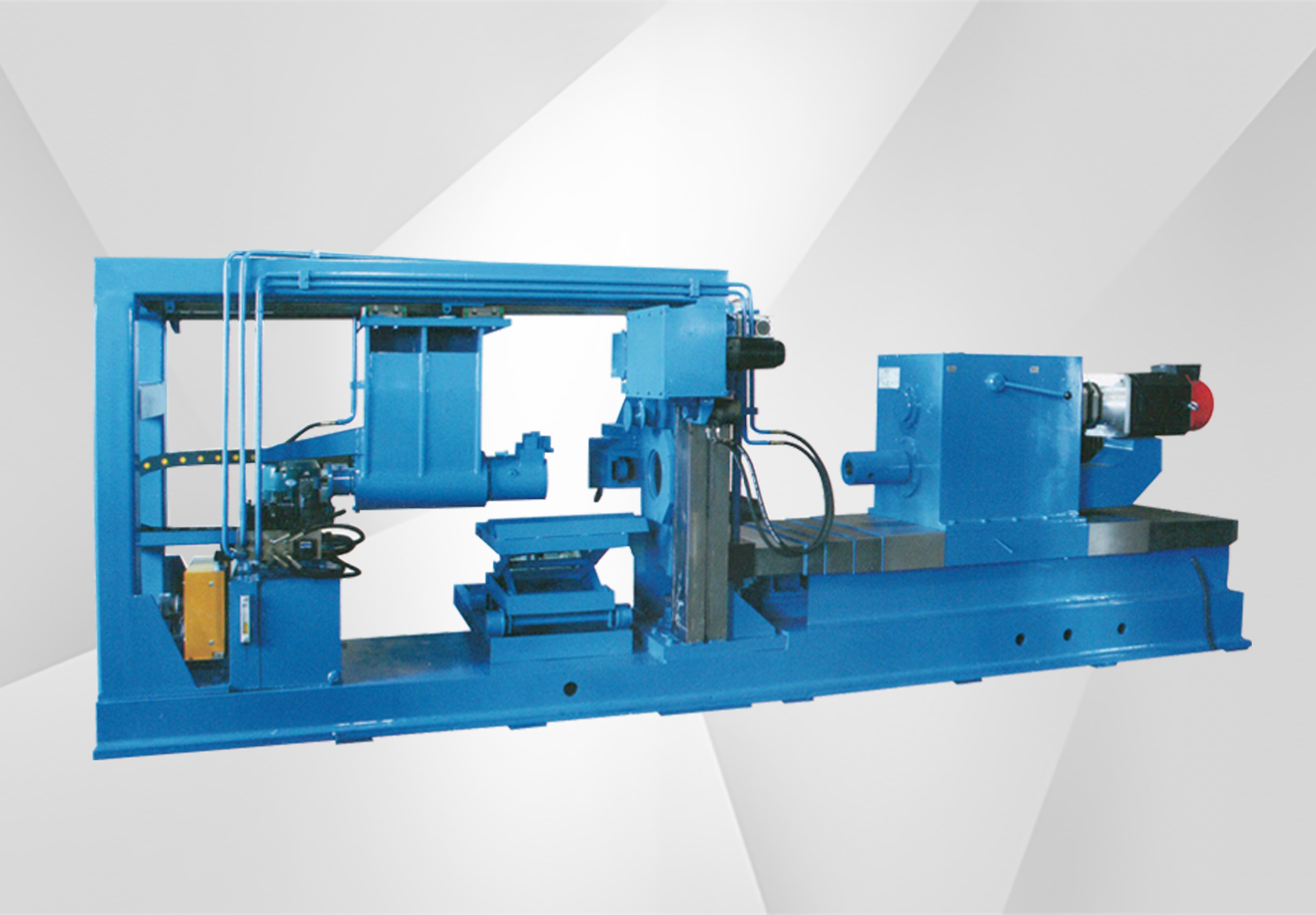
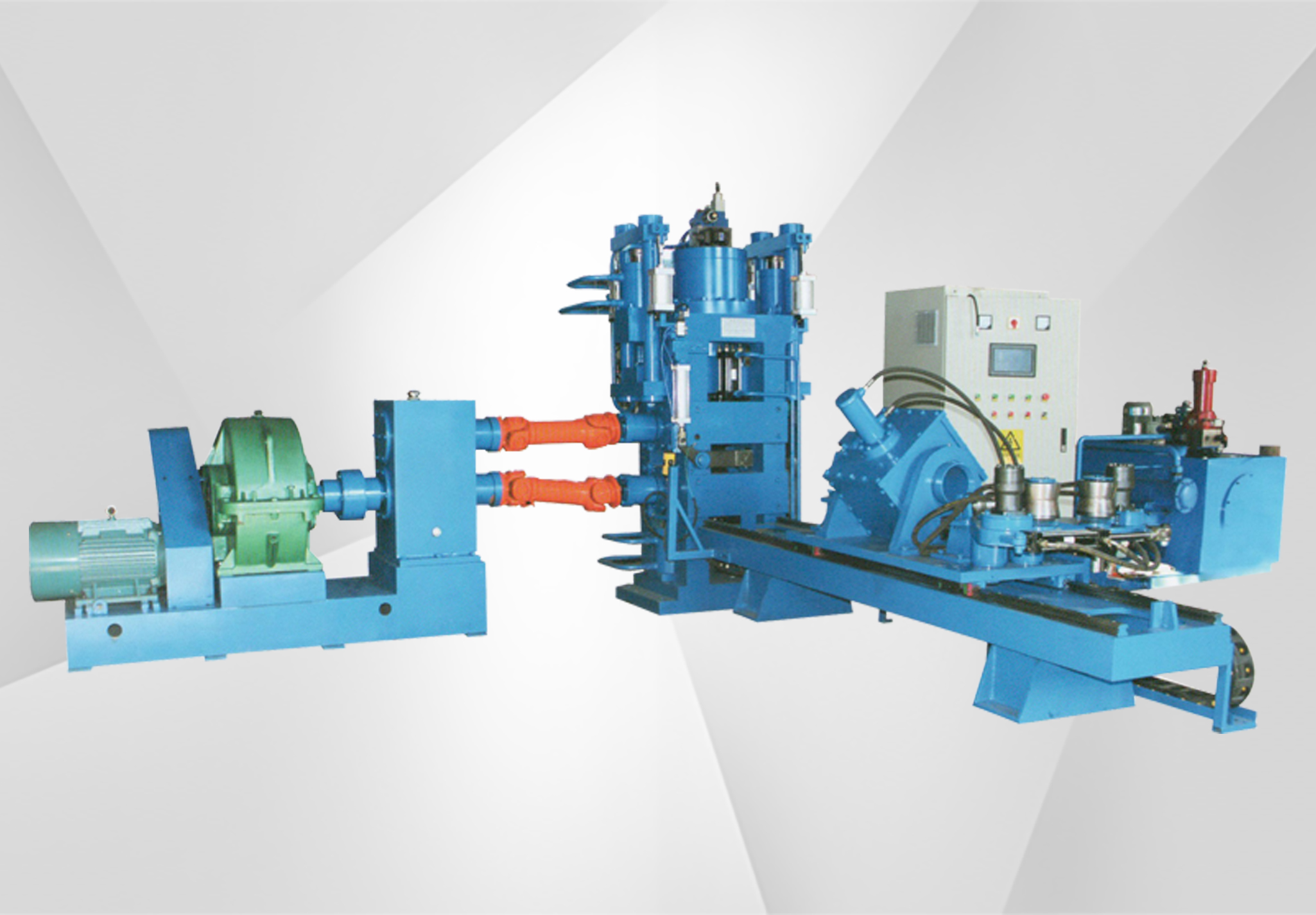
2) Оборудование включает в себя основную часть валка, силовую часть валка, часть автоматической подачи, часть электрического управления и часть гидравлического управления, пять частей.
3) Автоматический зажим: серводвигатель управляет подающей тележкой в указанное положение, а воздушный цилиндр зажимает материал.
4) Автоматическая подача: зажатый материал перемещается воздушным цилиндром для управления тележкой, и материал отправляется на подающую зажимную дорожку с помощью гидравлического двигателя.
5) Автоматическое позиционирование: процесс подачи сначала быстрый, а затем медленный. Когда обнаружение на месте, подача прекращается, после зажатия материала перегородка снимается.
6) Автоматический зажим: после того, как подача на месте, материал может быть зажат, и процесс может быть приостановлен, при выравнивании второго конца необходимо определить конечный угол,
а затем зажать его вручную.
7) Автоматический поворот: поворот на 90 градусов с помощью гидравлического двигателя, количество оборотов и направление пуска могут быть установлены в системе.
8) Автоматическая подача: серводвигатель управляет начальным положением, положением подачи, положением позиционирования, временем подачи, положением маркировки, положением выхода и т. Д.
9) Автоматическая секционная подача: серводвигатель управляет различными положениями подачи для пошаговой реализации секционной подачи.
10) Маркировка: после прокатки серводвигатель управляет материалом в заданном положении, маркировочный масляный цилиндр синхронно перемещается вверх и вниз для маркировки.
Маркировочную головку можно регулировать автоматически в соответствии с конусностью материала.
11) Выход: после того, как все работы будут завершены, серводвигатель присоединится к ролику материала и одновременно будет работать над выходом материала из механизма подачи.
Задняя часть должна контролировать позицию выхода.
12) Угол сплющивания второго конца необходимо контролировать вручную.
13) Зажимная подающая часть и подающая часть спроектированы отдельно, мощность и момент инерции двигателя подачи увеличены, вес груза уменьшен, а скорость подачи увеличена.
