
CNC Full Automatic Hydraulic Taper Rolling Machine
CNC Full Automatic Hydraulic Taper Rolling Machine
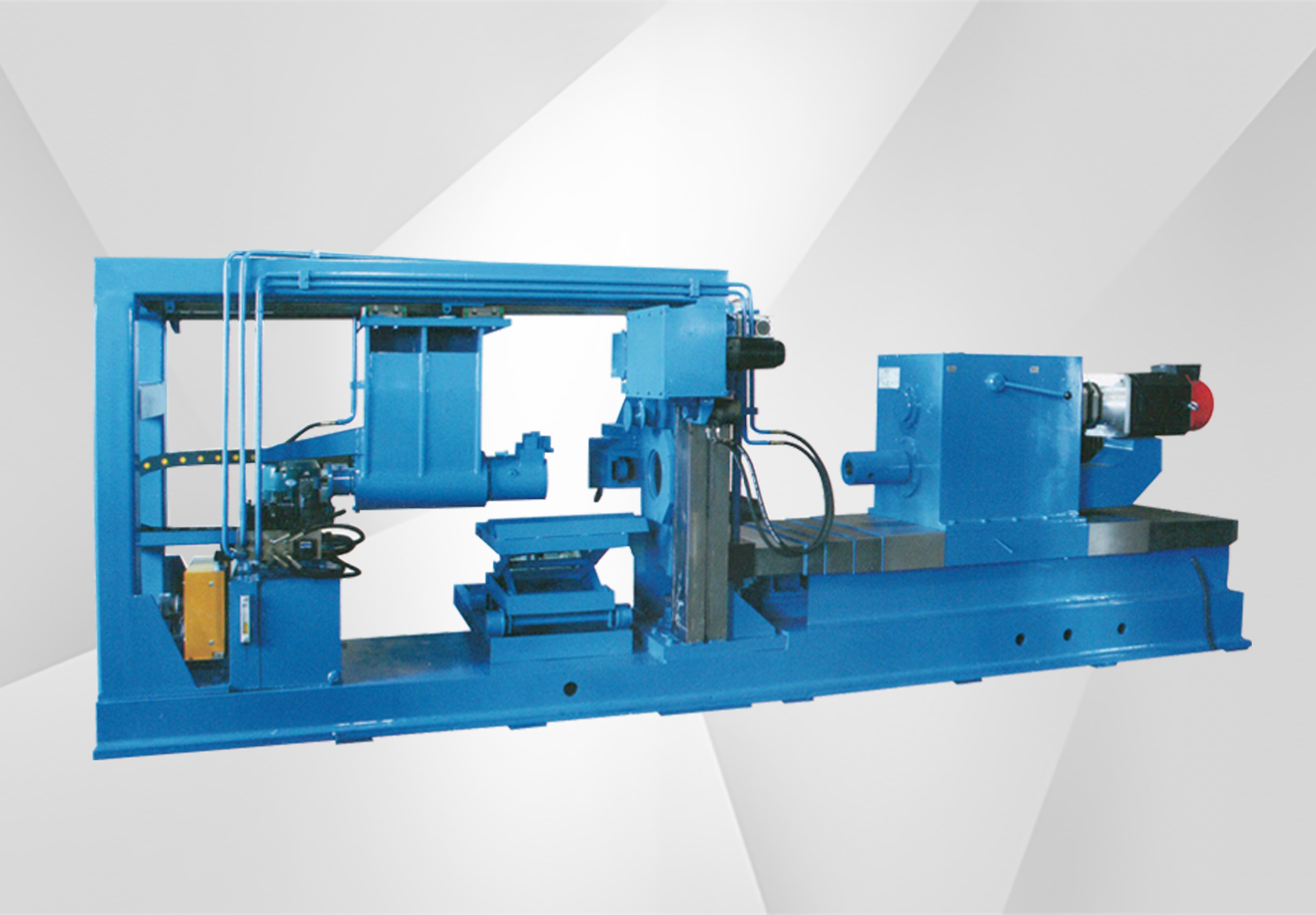
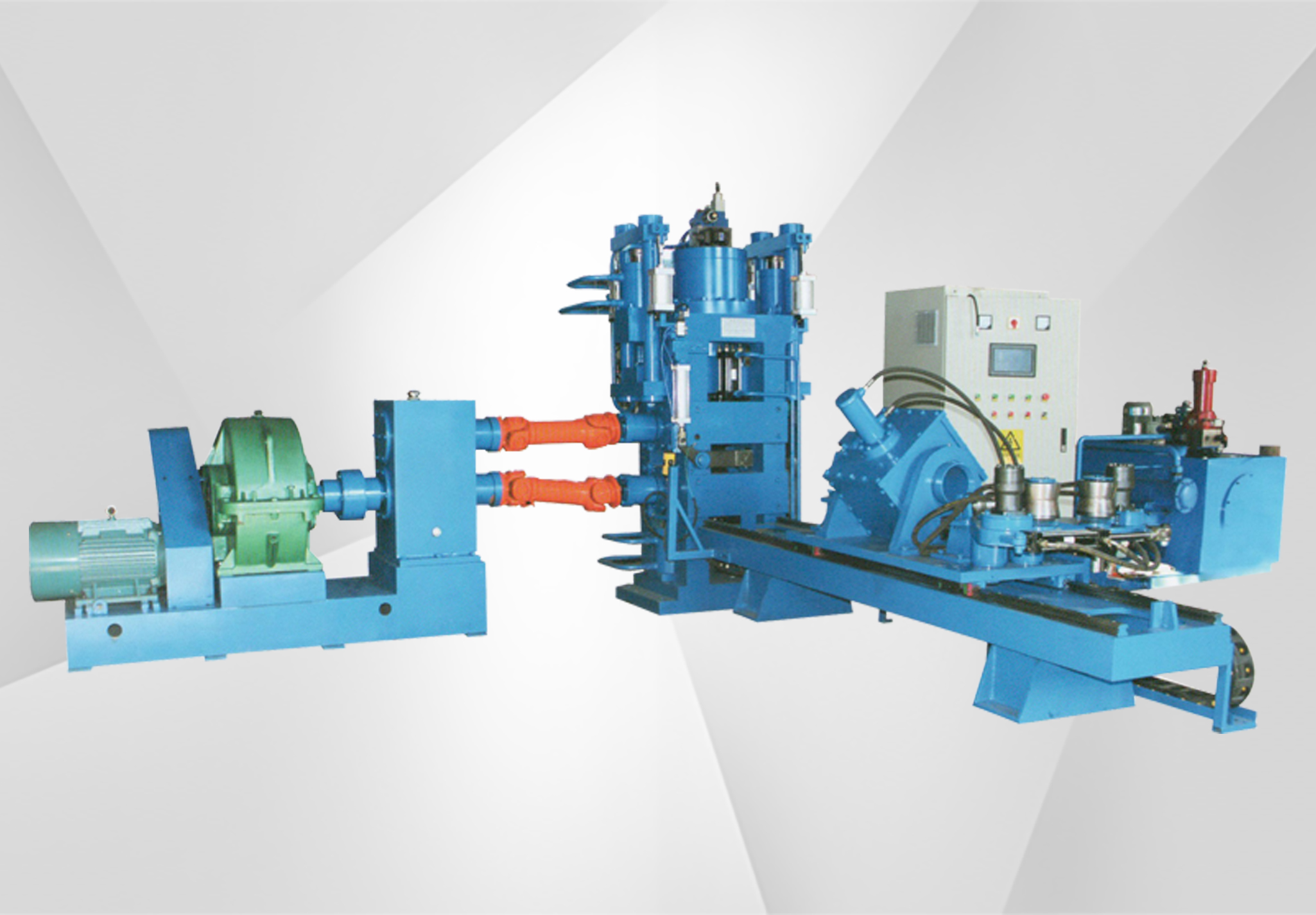
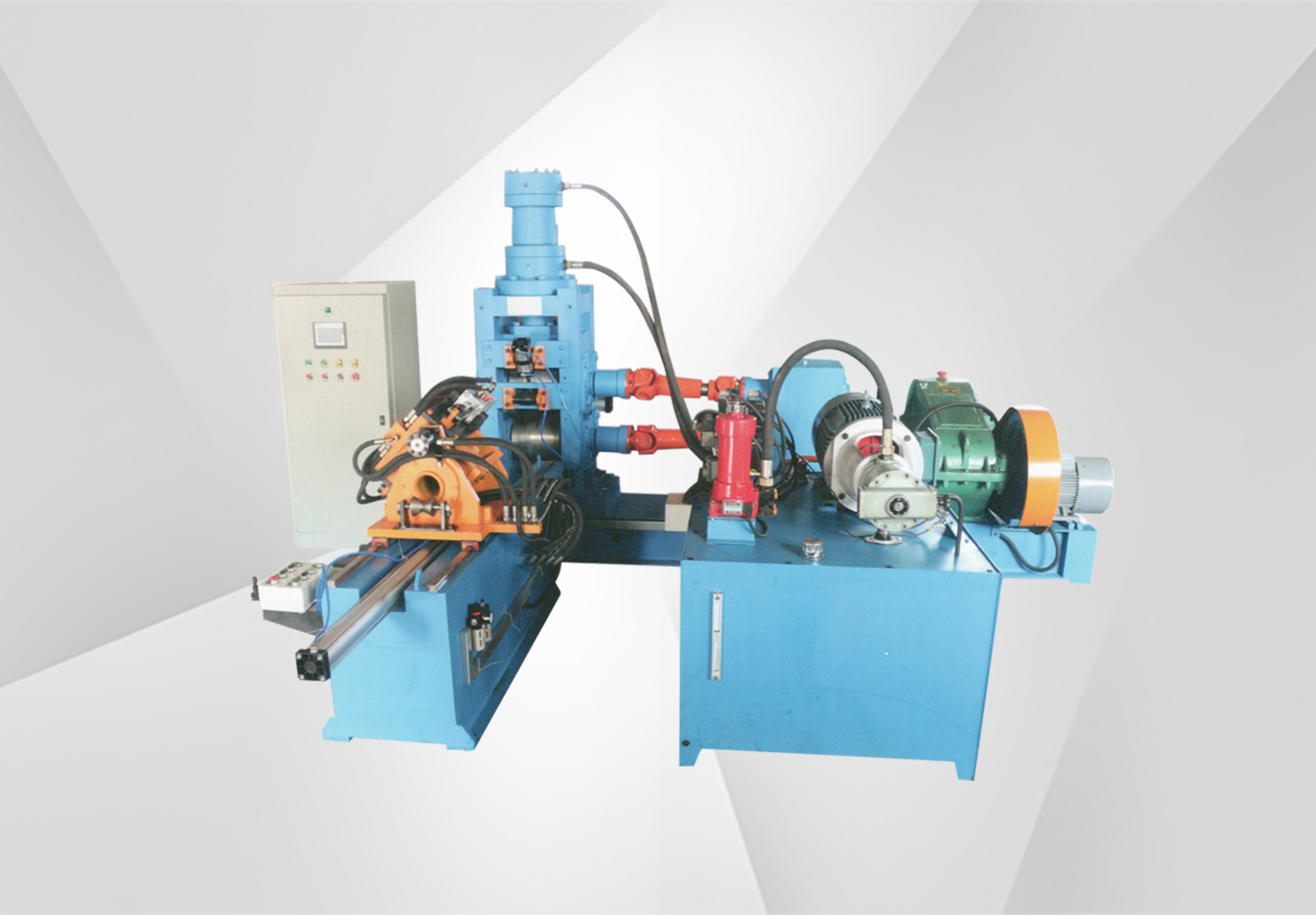
CNC Full Automatic Hydraulic Taper Rolling Machine Equipment Function
1) It is used for spring end rolling. The upper and lower rolls can run synchronously and the flattening part can be operated automatically.
2) The equipment includes the main part of the roll, the power part of the roll, the automatic feeding part, the electrical control part and the hydraulic control part,five parts.
3) Automatic clamping: the servo motor controls the feeding car to the designated position, and the air cylinder clamps the material.
4) Automatic feeding: the clamped material is moved by the air cylinder to control the trolley, and the material is sent to the feeding clamping track by the hydraulic motor.
5) Automatic positioning: the feeding process is fast first and then slow. When the detection is in place, the feeding stops,after the material is clamped, the baffle is removed.
6) Automatic clamping: after the feeding is in place, the material can be clamped, and the process can be suspended,when flattening the second end, it is necessary to determine the end angle and then clamp it manually.
7) Automatic turning: 90 degrees of turning with hydraulic motor,the number of turns and the starting direction can be set in the system.
8) Automatic feed: servo motor controls initial position, feed position, positioning position, feeding times, marking position, exit position, etc.
9) Automatic sectional feeding: servo motor controls different feeding positions to realize sectional feeding step by step.
10) Marking: after rolling, the servo motor controls the material to a set position,the marking oil cylinder moves up and down synchronously to mark.
The marking head can be adjusted automatically according to the taper of the material.
11) Exit: after all the work is completed, the servo motor will join the material roller and work at the same time to exit the material from the feeding mechanism. The back end needs to control the exit position.
12) The flattening angle of the second end needs to be controlled manually.
13) The clamping feeding part and the feeding part are designed separately, and the power and moment of inertia of the feeding motor are increased, the weight of the load is reduced, and the feeding speed is increased.